
A spare part used to come with a familiar set of trade-offs: commit to stock, wait for long lead times, or invest in tooling that only made sense if demand was high enough to justify it. That logic is changing quickly.
For many manufacturers, maintenance teams and procurement leaders, spare parts manufacturing no longer needs to start with a mould, die or pattern. It can start with a digital file, a scan, a drawing, or even a worn component on a workbench. When the right process is chosen, parts can be made on demand, close to the point of use, and in quantities that actually match real-world demand.
What tooling-free spare parts manufacturing actually means
Tooling-free spare parts manufacturing does not mean there are no tools involved. It means avoiding part-specific hard tooling that is expensive to design, build and store.
That distinction matters. A CNC machine still uses cutting tools. A polymer powder bed printer still needs a validated build process. A metal additive part may still need machining, inspection and finishing. What disappears is the need to create dedicated production hardware just to make one part family.
This shift is most valuable when spare parts demand is uncertain, low volume, urgent, or tied to legacy equipment. In those cases, the economics are rarely driven by the lowest unit price alone. They are driven by total cost, downtime risk, minimum order quantities, inventory carrying cost and how fast a part can be put back into service.
After years of being seen mainly as a prototyping tool, industrial additive manufacturing now sits alongside CNC machining, reverse engineering and hybrid repair as a serious production option for spare parts.
A tooling-free model usually avoids:
- injection moulds
- die casting tools
- foundry patterns
- dedicated forming dies
- expensive minimum production runs
The main tooling-free methods in spare parts manufacturing
Several manufacturing routes support spare parts production without dedicated tooling, and each one suits a different type of component.
Additive manufacturing is often the first option people think of, but it is not the only one. CNC machining from standard stock remains a strong choice for many metal parts. Reverse engineering helps when original CAD is missing. Hybrid routes, including large-format metal deposition plus finish machining, open the door for big industrial components and repairs.
The table below gives a practical view of where each method fits.
| Method | Best fit | Typical strengths | Common limits |
|---|---|---|---|
| Polymer additive manufacturing, including SLS, MJF and FDM | Covers, brackets, housings, ducts, guards, clips | Fast startup, no moulds, good for low volume and varied geometries | Surface finish, heat resistance and long-term durability must be checked |
| Metal additive manufacturing, including powder bed fusion | Complex metal spares, obsolete parts, lightweight assemblies | Strong design freedom, good for low-volume complexity, avoids casting tooling | Higher unit cost, more post-processing, tighter qualification demands |
| CNC machining from standard stock | Precision metal and plastic parts with machinable geometry | Good tolerances, strong material properties, familiar inspection routes | Less efficient for highly complex shapes or internal passages |
| Reverse engineering plus on-demand production | Legacy or undocumented parts | Restores supply for obsolete items, supports digital inventory | Upfront engineering work and validation can be significant |
| Hybrid manufacturing, including WAAM or DED plus machining | Large parts, repair work, near-net-shape components | Faster than recasting some large items, reduced waste, useful for heavy industry | Requires finish machining, NDT and process control |
| 3D-printed patterns or moulds for casting | Spare parts where casting remains the right end-state | Faster than traditional pattern making, useful for some metal replacements | Still involves foundry steps and quality checks |
Additive manufacturing for on-demand spare parts
When part geometry is complex, annual demand is low, or original tooling has vanished, additive manufacturing can be the most direct answer. Polymer systems now produce durable end-use parts rather than simple mock-ups, while metal systems can support low-volume production for highly valuable components.
This is where material choice becomes decisive. Industrial-grade polymers and composites, including PA12-CF, ASA, TPU, ESD-safe grades and heat-resistant materials, have widened the range of functional parts that can be produced with confidence. That matters in robotics, automotive, aerospace, medical equipment and mining, where a spare part often needs to do real work, not just fill a gap temporarily.
CNC machining without dedicated tooling
For many spare parts, the best answer is still machining. If the geometry is straightforward and the performance requirement is strict, CNC can be the faster and more cost-effective route.
Machining works especially well when the original component was already made from wrought stock, when tolerances are tight, or when engineering teams want a close material match without the qualification burden that can come with metal printing.
Where the economics of tooling-free spare parts are strongest
The biggest mistake in spare parts manufacturing is comparing methods only on single-piece price. A part that costs less per unit through a conventional route can still be the worse commercial choice if it forces a large minimum order, long lead time or years of shelf stock.
That is why tooling-free manufacturing is strongest in the so-called long tail of spare parts. These are the parts that might only be ordered once a year, once every few years, or only when something fails unexpectedly. Traditional tooling struggles here because the setup cost is spread over too few units.
A digital, on-demand approach works best when several commercial signals appear at once:
- Low annual demand: one-off and small-batch production rarely justifies hard tooling.
- Long supplier lead times: emergency replacements can justify a higher part cost if downtime is expensive.
- Obsolescence risk: older assets often outlive their original supply chains.
- High minimum order quantities: buying ten parts when one is needed locks cash into inventory.
- Complex geometry: additive methods can reduce assembly count or avoid casting redevelopment.
- Remote operations: local or regional production can cut transport delays and supply risk.
This is especially relevant across Australia, where mining, transport, agriculture, defence and industrial processing assets often operate far from major manufacturing centres. A spare part sitting in an overseas queue is not just an inconvenience. It can stop production altogether.
Digital inventory changes the spare parts model
The real shift is not only about how a part is made. It is about how spare parts are stored, governed and released.
Instead of holding every physical component in a warehouse, businesses can build a digital inventory of validated files, drawings, scans, material selections and inspection requirements. The spare part becomes a controlled digital asset that can be produced when needed, using the right process in the right location.
This is powerful for legacy fleets and long-life equipment. A maintenance team may have an old drawing, a broken sample and a service history, but no clean CAD model. Reverse engineering fills that gap. Scanning, measurement and engineering review can rebuild the part definition, then lock it into a repeatable production workflow.
 That approach is moving spare parts from reactive purchasing into planned asset strategy. It also makes room for improvements. A part can be replicated exactly, or it can be redesigned to suit a current material, remove a weak point, reduce weight or simplify assembly.
That approach is moving spare parts from reactive purchasing into planned asset strategy. It also makes room for improvements. A part can be replicated exactly, or it can be redesigned to suit a current material, remove a weak point, reduce weight or simplify assembly.
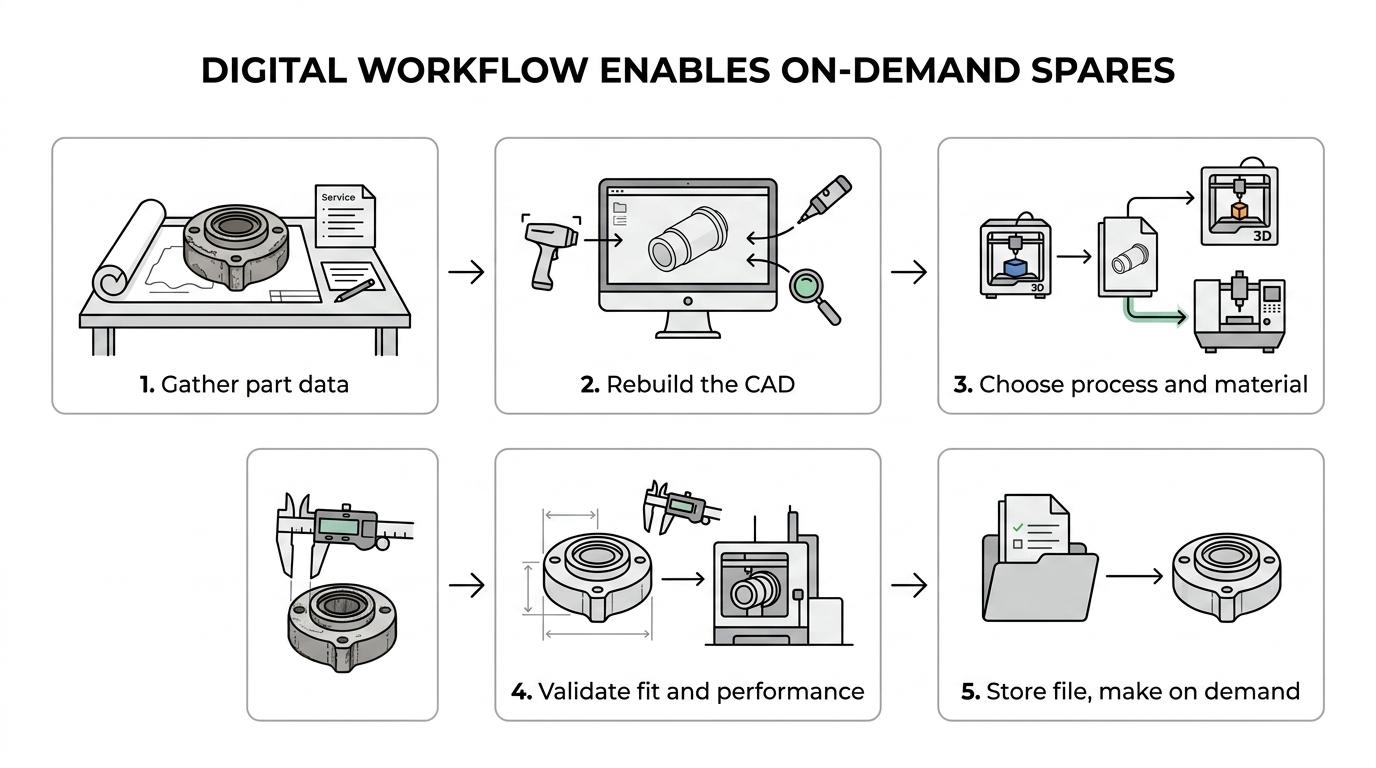
In practice, a digital spare parts workflow often includes:
- Gather existing data, including drawings, samples and service notes
- Rebuild or refine the CAD model
- Select the most suitable process and material
- Validate dimensions, fit and performance
- Store the approved production package for future orders
Quality and compliance still matter just as much
Speed is valuable, but it is never enough on its own.
A spare part that arrives quickly and fails in service has solved nothing. Tooling-free manufacturing has matured because quality systems around it have matured too. That means material traceability, dimensional inspection, documented process control and, where needed, testing for wear, impact, corrosion, conductivity or temperature performance.
The level of control should match the application. A simple machine guard and a rotating impeller do not need the same validation path. A medical device bracket and an aerospace cabin component do not sit under the same compliance burden. Good spare parts strategy starts with a realistic view of risk and function.
This is also where experienced industrial manufacturing partners make a difference. A capable supplier can help assess whether a part should be printed in polymer, machined from billet, built in metal additive, or produced through a hybrid route with machining and inspection built in.
Typical quality controls may include:
- Material certification: confirmation of feedstock or stock material specification
- Dimensional inspection: measurement against drawing tolerances or scan data
- Mechanical testing: tensile, impact or hardness checks when function demands it
- Non-destructive testing: dye penetrant, ultrasonic or CT inspection for critical parts
- Process documentation: build records, machining plans and traceability files
Why local spare parts manufacturing matters in Australia
Australian manufacturers and asset owners face a unique mix of distance, freight cost, climatic exposure and operational urgency. That makes on-demand spare parts particularly attractive.
A local production option can shrink response times dramatically. It can also reduce the temptation to overstock parts “just in case”, which ties up capital and still does not solve the issue of obsolete designs. For procurement teams, that means a shift from bulk buying to smarter availability planning. For engineering teams, it means access to materials and processes that are far closer to production-grade performance than the stopgap fixes of the past.
Industrial service providers with local support, rapid quoting and access to production-grade materials are helping normalise this model. For many organisations, the first win is not a full digital warehouse. It is simply solving one painful spare part problem well, then repeating the method across the wider asset base.
How to build a practical spare parts manufacturing program
The best programs do not begin by trying to digitise every part in the catalogue. They begin with a shortlist.
Start with parts that are expensive to source, slow to replace, frequently obsolete, or linked to costly downtime. Then review each one by function, geometry, material requirement, risk level and expected demand. That first screening step usually reveals that some parts are ideal for additive manufacturing, some are better machined, and some should stay in conventional supply.
A strong rollout usually follows a pattern like this:
- Prioritise the pain points: breakdown-critical, obsolete or long-lead-time spares come first.
- Match the process to the part: polymer AM, metal AM, CNC or hybrid repair each suit different cases.
- Validate before scaling: prove fit, finish and performance on a small group of parts.
- Create repeatable data packs: drawings, CAD, material callouts and inspection plans should be controlled.
- Expand by category: once one family of parts works, similar SKUs become much easier to assess.
That is where spare parts manufacturing without hard tooling becomes more than a tactical fix. It becomes a faster, leaner and more resilient operating model, one that is far better suited to modern maintenance, procurement and engineering realities.