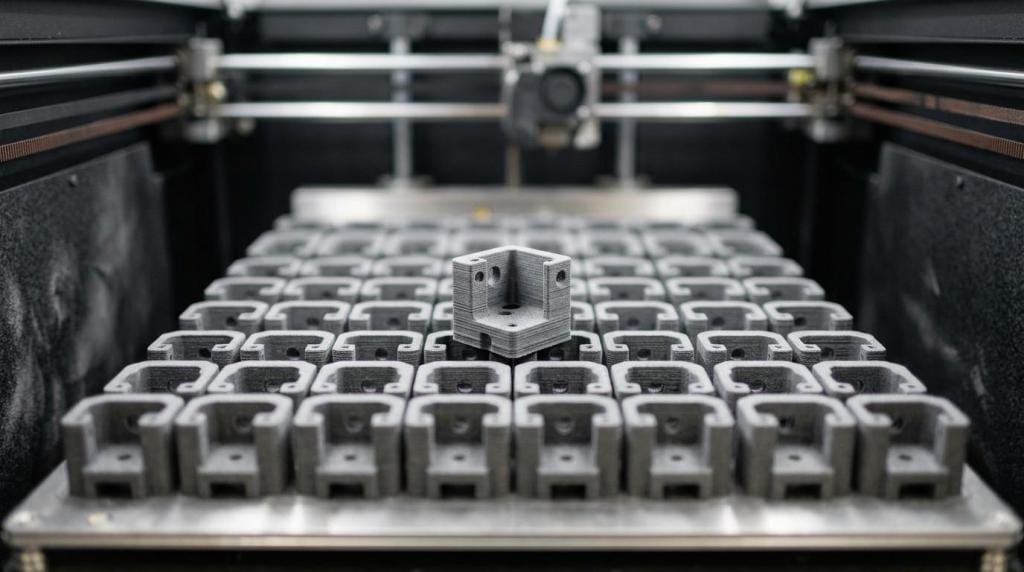
Scaling production is no longer defined only by bigger batch sizes and longer machine hours. In advanced manufacturing, scale means something more useful: repeatable quality, predictable cost, stable lead times, and the confidence to keep shipping parts when demand changes without warning.
That shift matters because end-use part production now includes far more than classic moulded or machined components. Additive manufacturing has become a practical production route for selected geometries, smaller runs, customised products, replacement parts, tooling, and parts that would otherwise be delayed by tooling cost or supply chain friction. The question is not whether production part manufacturing can scale. It can. The more useful question is how it scales well.
What production part manufacturing scale really means
A part is not “in production” simply because it has been printed more than once. True scale starts when the process can deliver the same functional outcome repeatedly, with a defined material, a controlled build strategy, a known post-processing route, and an inspection method that purchasing and engineering teams both trust.
That makes scale highly context-dependent. For one manufacturer, scale may mean fifty carbon-fibre nylon brackets a month. For another, it may mean thousands of polymer housings a year, or a digital inventory of spare parts produced only when needed. Volume matters, though it is only one part of the picture.
Scale is context, not vanity volume.
A practical way to identify the move from prototype to production is to look for operational discipline rather than headline quantity.
- Stable demand by part family
- Repeatable material and process window
- Accepted inspection criteria
- Known post-processing route
- Clear re-order triggers
Additive manufacturing economics for production part manufacturing
Traditional scale relies heavily on tooling amortisation. Once a mould, die, or fixture has been paid for, each extra part becomes cheaper. That model still works extremely well for very high volumes and stable designs. Yet it can be inefficient when demand is uneven, design changes are frequent, or part variants keep multiplying.
Additive manufacturing changes that equation by removing much of the upfront tooling burden. NIST links additive manufacturing with shorter production times, weight and material reduction, and lower-cost production for small batches and customised products. NIST also points to value in producing parts for products that are no longer being made, which is highly relevant for maintenance and procurement teams dealing with ageing equipment.
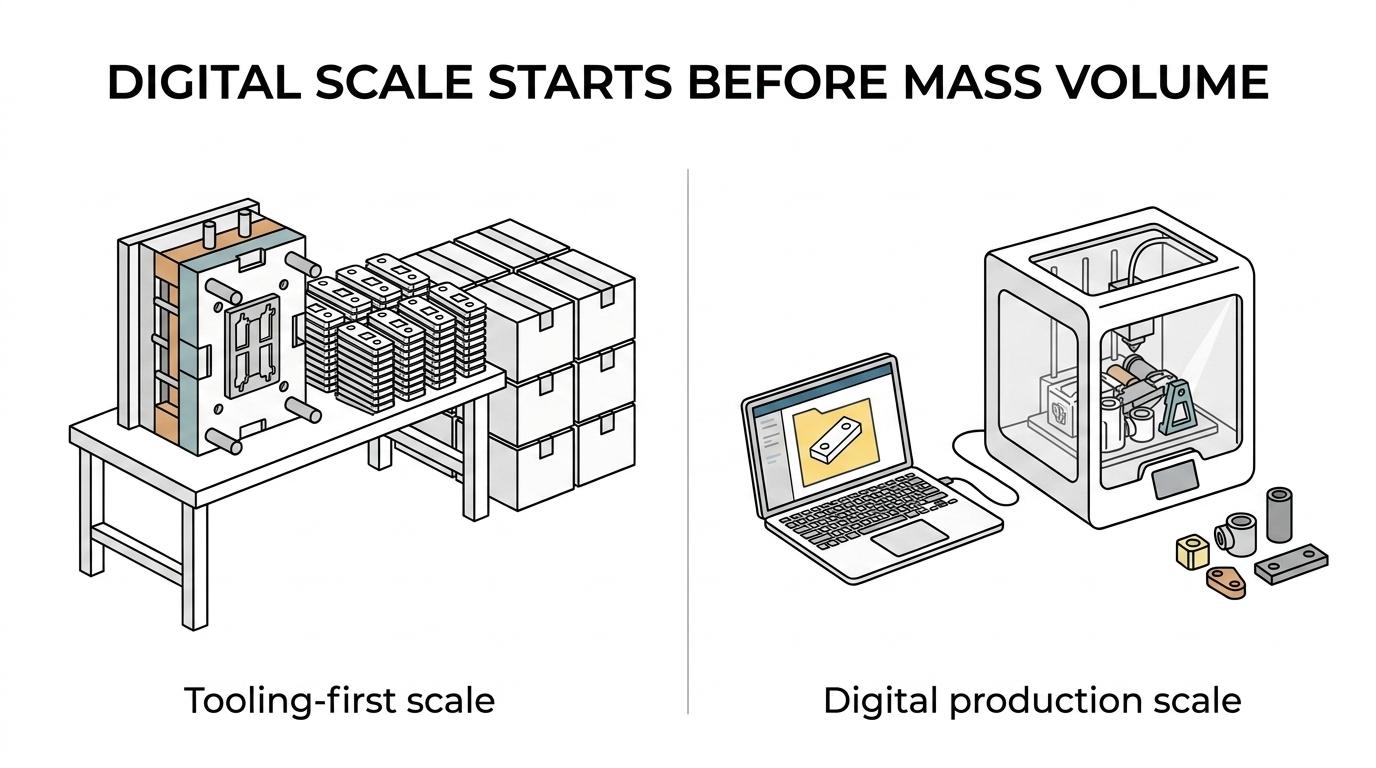
That is why additive scale often begins earlier than many teams expect. If the part count is moderate, the design is complex, the geometry benefits from consolidation, or the stockholding cost is high, digital production can make strong economic sense well before volumes become “large” in a traditional sense.
| Production factor | Traditional manufacturing scale logic | Additive manufacturing scale logic |
|---|---|---|
| Tooling investment | High upfront cost, then lower unit cost at volume | Low upfront cost, unit cost shaped by build efficiency |
| Design changes | Expensive once tooling is cut | Changes can be introduced through updated files |
| Small batches | Often cost-heavy | Often viable, especially for complex parts |
| Customised products | Can be disruptive to the workflow | Usually easier to support within one digital workflow |
| Spare parts | Stock or retool | Digital inventory and print on demand |
| Part consolidation | Limited by assembly method | Often strong value driver |
This does not mean additive is the right answer for every production line. It means the old assumption that scale always equals fixed tooling is no longer reliable.
Cost drivers in scalable production part manufacturing
Once a part has passed the feasibility stage, cost control becomes the real test. The visible print time matters, though it is only one layer of the total cost model. Engineering time, nesting strategy, machine utilisation, post-processing, inspection, packaging, and logistics all shape whether a part can be produced profitably at repeat volume.
This is where software and workflow tools become more than convenience features. HP’s recent production-focused announcements centred on reducing build costs, lifting printer utilisation, and helping manufacturers move from prototyping to higher-output production. Its 3D Build Optimizer, according to HP, is designed to re-nest parts, reduce build costs, and maintain quality. An early customer expected a 20% saving in total build costs and a 21% improvement in printer utilisation. Those figures matter because scale is often won or lost through packing density and machine occupancy rather than raw print speed alone.
A second point is often missed: production cost is shaped by what happens before and after the build. Poor orientation choices can increase support use, extend finishing time, or reduce mechanical performance. A weak handoff from design to production can turn a promising part into an expensive one.
The strongest production workflows usually pay close attention to a small group of variables:
- Packing density: Better nesting can reduce cost per part without changing geometry.
- Build preparation: Repeatable orientation and support rules lower engineering time.
- Printer utilisation: Idle capacity lifts the real unit cost.
- Post-processing route: Finishing, machining, dyeing, sealing, or tapping must be planned early.
- Quality controls: Inspection checkpoints reduce rework and protect repeat orders.
Cost optimisation is rarely one dramatic breakthrough. It is usually the result of dozens of disciplined decisions made before the first production build is released.
Material selection for end-use production parts
Production scale only works when material selection is handled with the same care as process planning. A part may look excellent in a prototype build and still fail in service if the material cannot handle load, temperature, chemical contact, UV exposure, static sensitivity, or repeated impact.
For end-use polymer parts, that is why industrial-grade materials matter. Carbon-fibre-reinforced nylon is a good example. PartMade3D lists PA12-CF for demanding end-use applications and functional prototyping, with a typical tensile strength of 75 MPa, a tensile modulus of 6000 MPa for flat-printed XY specimens, and a heat deflection temperature of 131 °C at 0.45 MPa. Those are not marketing abstractions. They are the sort of baseline figures engineers use when deciding whether a component belongs on a machine, a vehicle, an inspection fixture, or an EOAT assembly.
Different applications call for different behaviour. ASA can make sense where weather resistance matters. TPU may suit flexible interfaces, guards, or impact-damping elements. ESD-safe materials belong in electronics-sensitive environments. Heat-resistant grades support parts that see elevated service temperatures or hot-adjacent equipment.
Production scale without material discipline is just fast prototyping.
The strongest approach is to tie material data, print orientation, wall design, tolerances, and inspection criteria into one release package. That is how repeatability moves from theory into day-to-day production.
Industrial examples of scaled additive production parts
A convincing case for scale comes from parts already in service. Oak Ridge National Laboratory reported a hydropower project in which Big Area Additive Manufacturing was used to scale up modular hydropower parts. The project produced several end-use components, including a draft tube, thimble, runner housing mould, PVC end fitting, and two PVC pipe supports. ORNL also reported that the components had been in use for more than three years without a 3D printed component failing.
That matters because it shifts the conversation away from prototype theatre. Scale is not just about printing bigger parts or more parts. It is about producing end-use parts that stay in service, hold performance, and justify their manufacturing route over time.
The same broader shift can be seen in machine and software development. Equipment suppliers are increasingly targeting full-scale metal production and more cost-efficient polymer output, including metal binder jetting workflows aimed at production rather than display pieces. The message is clear: the sector is moving beyond novelty and into process economics.
Workflow systems for repeatable production part manufacturing
Once a team decides a part family is suitable for additive production, the next challenge is consistency. That usually starts with digital control. File revision discipline, validated CAD templates, part numbering, and a clear approval path help prevent one of the most expensive production errors: building the wrong version of the right-looking part.
Speed matters too. A useful production partner should be able to quote quickly, especially when a maintenance team is trying to restore equipment uptime. Fast quoting is not just a sales feature. It helps procurement compare routes early and decide whether a job belongs in stock, on demand, or in emergency manufacture.
This is where practical support tools become valuable. Engineering resources, material selection guidance, technical data libraries, and application-specific design templates can shorten the path from concept to approved production file. Local support across Australian cities, backed by international shipping, can also reduce delay when parts need to move fast between engineering, purchasing, and site operations.
A repeatable workflow tends to include a few habits that are easy to describe and hard to fake:
- File control: Approved revisions are locked before production release.
- Quote discipline: Costing reflects material, build volume, finishing, and inspection.
- Inspection planning: Critical dimensions and acceptance criteria are defined early.
- Re-order logic: Teams know when to print, stock, or hold as digital inventory.
- Communication: Engineering, procurement, and production work from the same part record.
When these habits are in place, scale becomes much less dramatic. Parts stop feeling experimental and start behaving like a normal manufacturing stream.
Questions to ask before scaling production part manufacturing
Most scaling problems show up because the wrong part was chosen, not because the machine was incapable. A strong candidate often has one or more of these traits: moderate annual volume, high complexity, expensive tooling, frequent design updates, difficult procurement, or value in part consolidation.
Before committing a part family to production, teams should pressure-test the plan.
- What demand range makes the selected process cost-effective?
- Which material properties are essential in service, and how will they be verified?
- How will orientation, finishing, and inspection be standardised across repeat builds?
- Is the part better held as physical stock, digital stock, or a hybrid of both?
Those questions push the decision toward real manufacturing logic. When the answers are clear, production part manufacturing can scale with far more confidence, whether the goal is a small run of customised products, a recurring line of end-use industrial components, or a responsive replacement-parts program that cuts waiting time without adding unnecessary inventory.