When teams compare tooling manufacturing with CNC tooling, they are often comparing a broad manufacturing strategy with one specific production method. That distinction matters because the right tooling choice is rarely about one machine process alone. It is about production volume, lead time, tool life, design maturity, tolerances, maintenance expectations and the cost of being wrong.
For Australian manufacturers working across automotive, aerospace, defence, mining, robotics and medical production, the decision is becoming more nuanced. CNC machining still sets the standard for many hardened, high-volume tools. Yet additive and hybrid tooling methods are changing what is practical for prototypes, bridge production, replacement tooling and fast-turn manufacturing support.
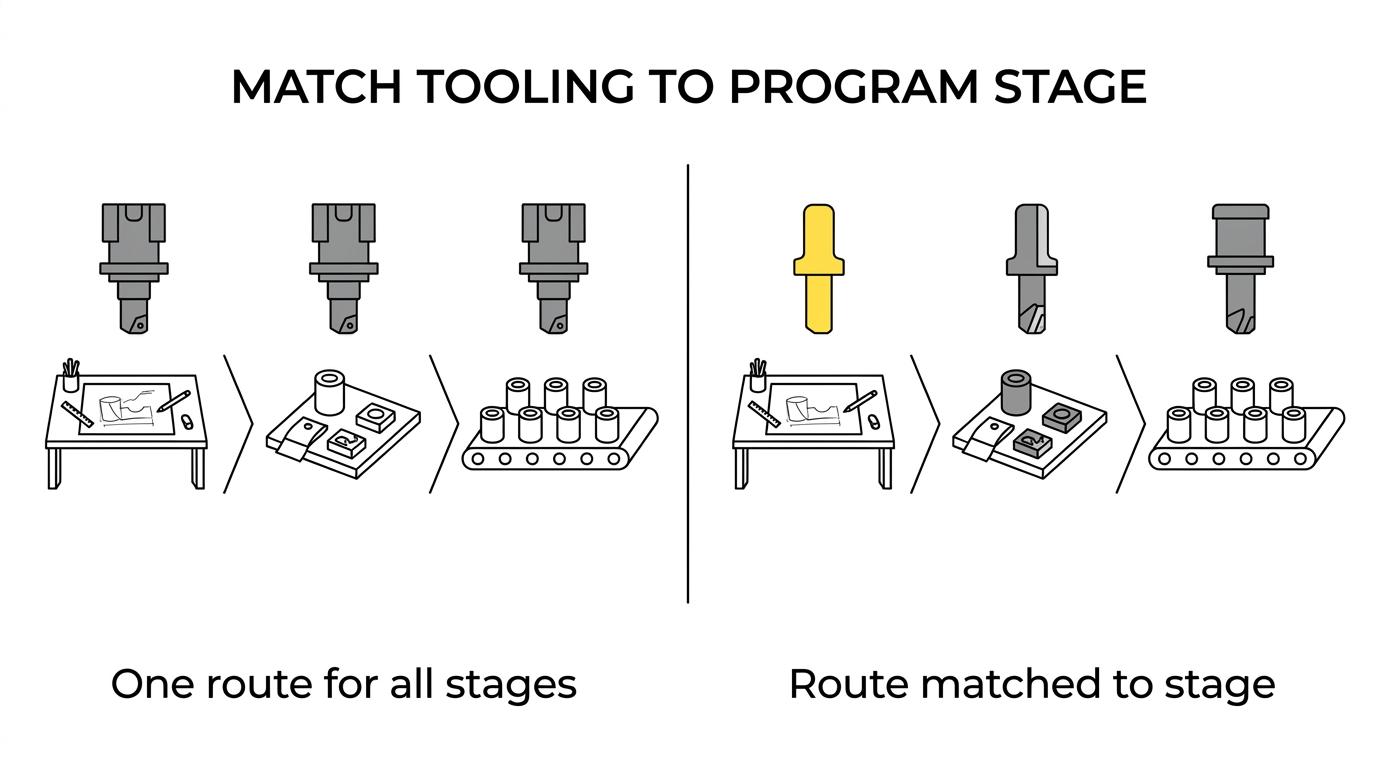
The best result usually comes from matching the tool to the stage of the program.
Tooling manufacturing covers more than CNC machining
Tooling manufacturing includes the full process of designing and producing the tools that make, hold, trim, inspect or assemble parts. That can mean injection moulds, die sets, jigs, fixtures, gauges, robotic end-of-arm tooling, composite layup tools and replacement tools for ageing equipment. In other words, tooling is not one category. It is an entire layer of manufacturing capability.
CNC tooling, by contrast, usually refers to tooling produced primarily through CNC machining. In many production environments that means roughing and finishing a tool from aluminium or tool steel, then adding EDM, polishing, heat treatment or fitting work where needed. It is a major part of tooling manufacturing, though it is not the whole picture.
That broader view changes the conversation.
When an engineering team asks, “Should this be CNC tooling?”, the better question is often, “What tooling route gives the right balance of speed, durability and cost for this production need?”
Common tooling categories include:
- Injection mould tools
- Press and trim dies
- Jigs and fixtures
- Robotic EOAT and handling tools
- Prototype and bridge-production tools
CNC tooling manufacturing remains the benchmark for hardened production tools
For durable production tooling, CNC machining remains the benchmark for good reason. Tool steels can handle repeated cycles, wear, clamp force, temperature and surface finish requirements that would quickly overwhelm many polymer-based alternatives. In injection moulding, hard tooling is still commonly machined or EDM-machined from tool steel, especially when the part is moving into sustained production and dimensional stability must hold over long runs.
The process itself is well established. A typical tooling sequence may include tool design, heat treatment planning, toolpath generation, rough machining, finish machining, EDM, polishing and tryout. That sequence exists because production tooling has to do more than look correct on paper. It has to survive the physical reality of making parts again and again.
High-speed CNC machining also remains highly effective for functional metallic prototype tools and monolithic parts. Where tight tolerances, predictable surface finishes and proven process control matter most, CNC machining delivers a level of confidence that manufacturers know how to validate and repeat.
This is why CNC tooling still dominates in several situations:
- High production volume: long tool life and repeatable output justify the higher upfront investment
- Hard-wearing applications: tool steel handles abrasion, pressure and thermal cycling well
- Critical tolerances: machined and EDM-finished surfaces can be tightly controlled
- Validated manufacturing programs: once geometry is stable, durable tooling becomes easier to justify
Additive tooling manufacturing changes the speed of iteration
Additive manufacturing shifts the economics when speed matters more than maximum tool life. Public guidance from NIST notes that additive processes are used for moulds, mould inserts and patterns for casting and injection moulding, reducing process steps and, in many cases, lowering cost. The advantage is not that additive always replaces CNC. It is that additive can remove delay in the early and middle stages of production development.
That matters when designs are still moving. A team validating gate location, assembly access, robot reach, fixture ergonomics or service clearance may gain more from getting a useful tool next week than a perfect tool next quarter. Additive tooling can shorten that loop dramatically.
It also opens different design options. Internal channels, lightweight structures and part consolidation are often easier to create additively than by cutting from solid stock. For jigs, fixtures and EOAT, reduced mass can improve handling and robot performance while lowering operator fatigue.
Good additive tooling use cases include:
- Rapid mould validation: low-volume trial tools and inserts before committing to hardened steel
- Production support tooling: fixtures, inspection aids and line-side tools delivered quickly
- Legacy replacement tooling: low-volume parts where remaking old tools conventionally is slow or expensive
- Lightweight robotic tooling: stronger stiffness-to-weight performance with industrial polymer materials
Tooling manufacturing comparison table: CNC, additive and hybrid routes
A side-by-side view makes the trade-offs clearer.
| Tooling route | Best fit | Main strengths | Main limits |
|---|---|---|---|
| CNC-machined tooling | Medium to high-volume production | High durability, strong dimensional control, proven surface finish, excellent wear resistance | Longer lead time, higher upfront cost, more process steps |
| Additive tooling | Prototypes, bridge production, low-volume tools, fast support tooling | Short lead time, lower setup burden, geometric freedom, reduced inventory risk | Lower wear resistance in many materials, finite thermal limits, may need post-machining |
| Hybrid tooling | Programs balancing speed with critical machined features | Faster than full conventional tooling, better accuracy where it matters, efficient mix of materials and processes | Requires careful engineering, process planning can be more involved |
Hybrid is increasingly attractive because it avoids the false choice between “all CNC” and “all printed”. A printed near-net tool body with machined datum faces, sealing areas or wear surfaces can be a very practical answer.
Cost and lead time in tooling manufacturing are rarely a simple trade
Upfront price is only one part of tooling economics. A hardened CNC tool may cost more to make, yet the unit economics can be excellent if it runs reliably for a large number of cycles. By contrast, a printed tool or insert may cost much less at the start and arrive much faster, but it may need replacement earlier or may suit only a smaller production window.
Speed has value when the product is not frozen.
If each design revision forces a new conventional tool, the project burns time and money before production even begins. In that setting, additive or hybrid tooling can reduce risk by making iteration cheaper. Teams can prove fit, function and process assumptions, then move to hardened tooling when the design is more stable.
There is also a broader supply-chain angle. NIST has pointed out that on-demand replacement parts can avoid tooling costs, inventory burden, warehousing and obsolescence risk. That logic applies to some classes of replacement tooling as well. When an old fixture or line-side part fails, waiting weeks for a conventional remake may cost more than the tool itself.
For procurement teams, the useful question is not “Which method is cheapest?” It is “Which method gives the lowest total cost for this program stage?”
Material selection in tooling manufacturing drives real-world performance
The material behind the tool often matters as much as the process used to make it. Tool steel is still the standard when wear resistance, thermal stability and life expectancy sit at the top of the list. Aluminium tooling can be a strong option for lower-volume moulding, faster machining and reduced weight, especially where thermal response and shorter lead times are helpful.
Industrial additive materials cover a different part of the matrix. Carbon-fibre-reinforced Nylon 12, ASA, TPU, ESD-safe materials and heat-resistant polymers each fill specific roles in fixtures, support tools and some low-volume tooling applications. One example is PA12-CF, a Nylon 12 reinforced with chopped carbon fibre. Published data from PartMade3D lists tensile strength of 75 MPa, tensile modulus of 6000 MPa, flexural strength of 110 MPa and heat deflection temperature of 131°C for flat-printed specimens, along with low warp and good dimensional stability. Those characteristics make sense for stiff, stable manufacturing aids where weight and turnaround matter.
Material choice should be tied to the actual duty cycle:
- Contact pressure
- Surface wear
- Temperature exposure
- Chemical exposure
- Required tolerance retention
A tool that only needs to hold a part for inspection has a very different material brief from a mould insert cycling under heat and pressure all day.
Hybrid tooling manufacturing combines CNC accuracy with additive speed
Hybrid tooling is gaining momentum because it takes a practical view of what each process does best. Additive manufacturing can create the bulk geometry quickly, while CNC machining finishes the critical interfaces. That might mean printed fixture bodies with machined locating faces, printed mould inserts fitted into machined holders, or repaired tooling returned to service through a mix of additive build-up and finish machining.
This approach is especially useful when only certain regions need top-tier accuracy or wear resistance. A full steel tool may be unnecessary if the sealing face, datum structure and wear points are the only features that need machining from metal. The rest of the tool can be optimised for speed, weight or cost.
It also suits maintenance environments. Replacement parts, repair fixtures and refurbishment tooling often need to be produced quickly, but not every feature needs to be machined conventionally.
Reverse engineering accelerates this path; 4-CAD describes how contract 3D scanning of existing components feeds accurate CAD for near-net builds and subsequent finish machining.
A hybrid route can shorten downtime while still protecting the features that matter most.
Questions engineering and procurement teams should ask about tooling manufacturing
A strong tooling decision starts with a few disciplined questions. These questions keep teams from overbuilding a temporary tool or underbuilding a production-critical one.
- What production volume must the tool survive?
- Which surfaces and tolerances are truly critical?
- How likely is the design to change after first articles or trials?
- What is the cost of waiting for a remake if the tool fails?
- Could a hybrid route deliver speed now and durability where needed?
Those questions also help when comparing suppliers. A capable tooling partner should be able to discuss not just machining time, but also application fit, material behaviour, lead-time risk, replacement strategy and where additive or hybrid methods could remove unnecessary delay. Access to technical data, CAD templates, fast quoting and local manufacturing support can make that decision faster and more confident, especially when timelines are tight and production cannot stand still.